TECHNOCRATS PLASMA SYSTEMS P.LTD.



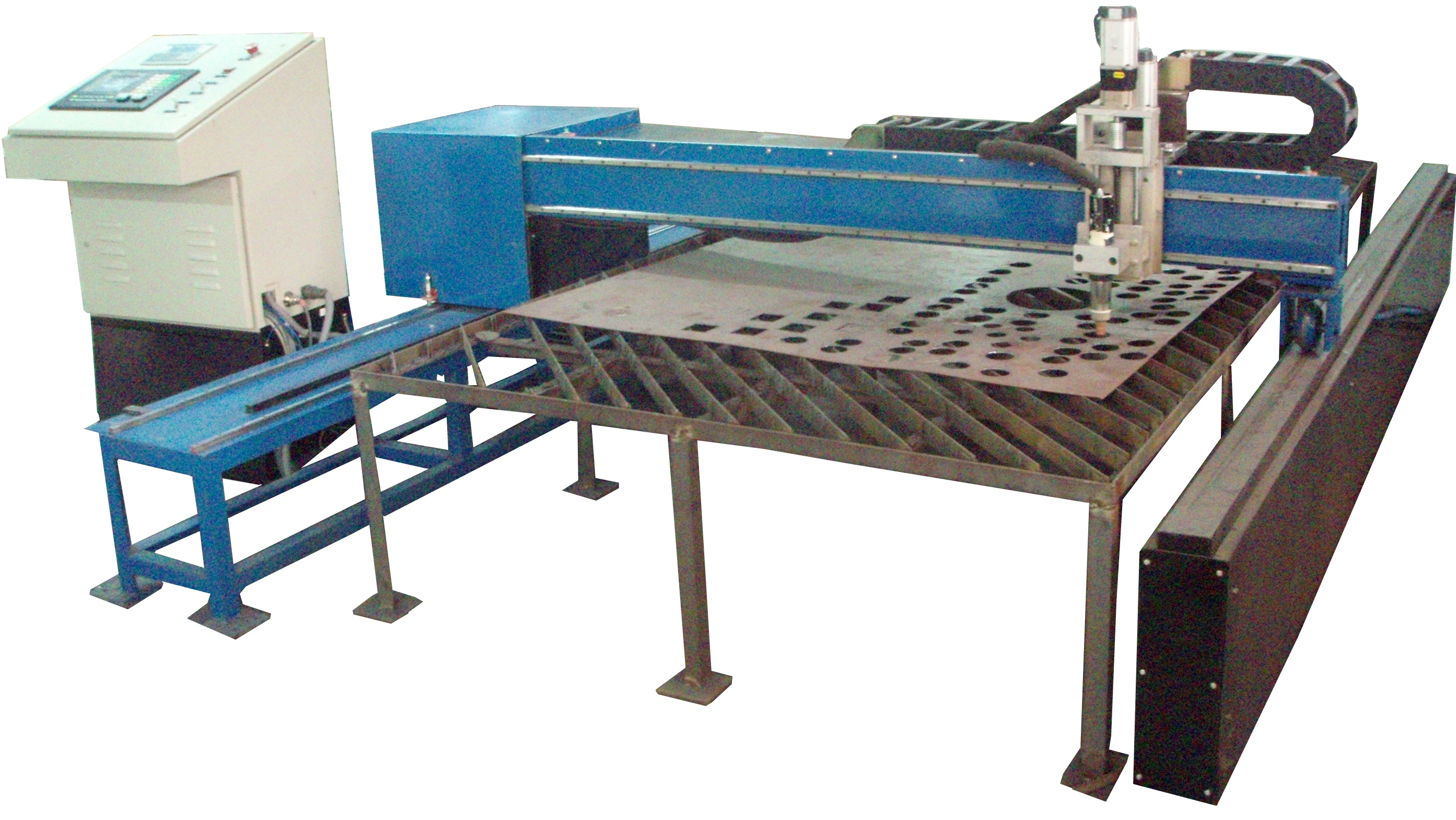
Featured Products
Highest quality standards are achieved through the implementations of latest technology, decades of experience and everlasting moral values , which have helped us to retain our customers as well as multiply them.




Welcome to TECHNOCRATS PLASMA SYSTEMS P.LTD.
Mig Welding Machines

Gas Metal Arc Welding (GMAW), sometimes referred to by its subtypes Metal Inert Gas (MIG) Welding or Metal Active Gas(MAG) Welding, is a Welding process in which an electric arc is formed between a consumable wire electrode and the work piece metal, which heats the work piece metal, causing them to melt and join. Along with the wire electrode, a shielding gas is fed through the welding gun, which shields the process from the contaminants in the air. The process can be semi-automatic or automatic. A constant voltage, direct current, power source is most commonly used with GMAW, but constant current systems as well as alternating current can be used. There are four primary methods of metal transfer in GMAW, called globular, short circuiting, spray and pulsed spray each of which has distinct properties and corresponding advantages and limitations. It is a faster and economical welding process. Almost all metals can be welded with this process Argon, Argon+CO2 or only CO2 is used as shielding gas depending upon the metals to be welded. Inert gas(Argon) is used for Aluminium, SS etc. Active Gas CO2 or mixture of Argon+ CO2 is used for mild steel welding. Sometimes flexed cored wires are used.
Diode based MIG/MAG (CO2) Welding machine
These are constant voltage power sources. Output voltage is selected in steps. The selected voltage remains almost constant but fluctuates with the fluctuation of input supply voltage. There is no feedback control to maintain the voltage constant. Wire feeder is used for consumable electrode feeding. Spool of wire is mounted on the wire feeder which has two or four roll mechanism driven by a DC permanent magnet motor or Print motor with servo control which ensures constant feeding of wire. Electrode and shielding gas are fed through the torch. Gas flow rate is controlled manually using flow meter and regulator. CO2 gas is hygroscopic in nature hence absorbs moisture as soon as released from the pressurized cylinder. A preheater is used in the gas supply line soon after the cylinder for heating the gas as moist gas spoils the weld quality.
Thyristorised MIG/MAG (CO2) Welding machine
Thyristorised MIG/MAG (CO2) Welding power sources are generally constant voltage power source but sometimes constant current characteristics are also provided as an option. This has feedback control for maintaining set voltage (or current in case of constant current option) constant. The output voltage can be set steplessly. Such power sources are also available with programmable features and synergic options. Wire feeder, welding torch, gas flow meter and regulator, gas preheater are essential accessories for welding. This type of power source produce more reliable quality of welding compared to diode based power supply.
Inverter based MIG/MAG Welding Machine
Inverterised MIG/MAG power sources are designed for constant voltage or combination of constant voltage/constant current characteristics. The weld quality, efficiency and overall productivity with this type of power source are maximum. The spattering is negligible. It is possible to achieve weld quality as close to TIG process for pipe welding applications. The output characteristics of the power source and wire feeding may be programmed to achieve desired welding parameters for superior weld quality. It is more convenient to integrate such power sources for automation applications. Wire feeder, welding torch, gas flow meter and regulator, gas preheater are essential accessories for welding.
Our Vision
* To embrace new technologies and methods. * To give unsurpassed products and services to the clients. * To constantly look for improvement and changes.
